- Home
-
Product
 AOI Machine for Auto Parts Appearance Defects
AOI Machine for Auto Parts Appearance DefectsThe Automatic Optical Inspection Machine for Auto Parts Appearance Defects is mainly used for detecting medium and small auto parts such as disk, the gear ring, valve seat, oil-retaining bearing, piston pin and the ball bearing, which covers detection of chipping of both ends, injury on face, dislocation, cracks, etc. The minimum detection diameter is up to 5mm. Inspecting speed has reached the national leading level with highest speed up to 20,000 pcs/per hour, which is equivalent to 2-4 skilled workers operating simultaneously. And it can be applied to powder metallurgy, precision ceramics, electronic components and other industries.
 AOI machine for VVT/VCT Parts Appearance Defects
AOI machine for VVT/VCT Parts Appearance DefectsAutomatic Optical Inspection Machine for VVT/VCT Parts Appearance Defects is used to detect VVT/VCT parts whose diameter is 65mm~110mm, such as sprockets, stators, rotators, cover plates, cam connectors, target wheels and so on. It can inspect defects including chipping, crack and fissure, characters or marks recognition, procedure missing.
 Inspection Robot for Appearance Defects
Inspection Robot for Appearance DefectsInspection Robot for Appearance Defects is mainly used to detect automotive parts, castings, magnetic materials, precision ceramic parts and other large-medium-size industrial parts, such as sprockets, gears, stators, rotators. It enables to detect primary defects including chipping, less teeth, spots, roughness and crack and so on and can identify English characters and Arabic numerals.
 Automatic Online Machine Vision Inspection Equipment
Automatic Online Machine Vision Inspection EquipmentAutomatic Online Inspection Equipment for Machine Vision is an inspection machine which is used to detect medium-large size workpieces such as powder metallurgy parts, precision ceramic parts, precision stamping, electronic components, auto parts and so on. Common workpieces like sprockets, stators, rotators, gear ring, clutch pressure plate, planet gear, valve seat and disk are also detectable.
 AOI Machine for Gear Appearance Defects
AOI Machine for Gear Appearance DefectsAutomatic Optical Inspection Machine for Gear Appearance Defects is especially used for inspecting gears, whose diameter is 10mm~30mm, such as small gears, helical gear and so on. It not only can detect appearance defects but also measure size. The machine is with high automation and reliable performance, which approved by customers' years of use.
 AOI Machine for Roller Appearance Defects(Choyo-R41)
AOI Machine for Roller Appearance Defects(Choyo-R41)Automatic Optical Inspection Equipment for Roller Appearance Defects is a professional inspection machine for outer ring and both ends of rollers, which successfully broke through the dilemma between inspection angel and inspecting speed, achieving a 360-degree comprehensive detection. In addition, chamfer detection, dent detection, multi-model configuration and other new functions are added. Inspecting speed reaches 12,000pcs per hour and continuous working of 7*24 hours under a variety of environments is achievable.
 AOI Machine for Needle Roller Appearance Defects(Choyo-R21)
AOI Machine for Needle Roller Appearance Defects(Choyo-R21)Optical automatic detection equipment for appearance defects of needle roller is used for 360° appearance defects detection of bearing needle roller. It can detect defects such as grinding marks, rusty marks, collapsed face, marks like a knife etc, as well as the measurement and out-of-tolerance sorting of needle roller length. The detection speed can reach 60,00pcs /h, and the high-speed appearance detection can be applied to the wired appearance detection. The device integrates dimension measurement and out of tolerance function at the same time, can effectively eliminate the length out of tolerance.
 AOI Robot for Big Roller Appearance Defects
AOI Robot for Big Roller Appearance DefectsAutomatic Optical Inspection Robot for Big Roller Appearance Defects is a professional inspection machine for medium and big rollers. It can detect the defects on the diameter, dent, chamfer and both face of the rollers. By using robots to move the rollers, it can successfully avoid the second damage.The inspecting speed reaches 2,000 pcs per hour, and it can operate 7*24 hours uninterrupted in various circumstance. The inspecting functions is more multiple with advanced inspection technology. The operation of workers becomes more convenient with friendly human-machine interface.
 AOI Robot for SRB Bearings Appearance Defects
AOI Robot for SRB Bearings Appearance DefectsAutomatic Optical Inspection Machine for SRB Bearings Appearance Defects is a professional inspection machine for SRB rollers, successfully breaking the dilemma between inspection angle and speed and realizing 360 degree inspection.
 AOI Robot for Big Roller Appearance Defects
AOI Robot for Big Roller Appearance DefectsAutomatic Optical Inspection Robot for Big Roller Appearance Defects is a professional inspection machine for medium and big rollers. It can detect the defects on the diameter, dent, chamfer and both face of the rollers. By using robots to move the rollers, it can successfully avoid the second damage.The inspecting speed reaches 30 pcs per second, and it can operate 7*24 hours uninterrupted in various circumstance. The inspecting functions is more multiple with advanced inspection technology. The operation of workers becomes more convenient with friendly human-machine interface.
 AOI MACHINE FOR Wheel Hub Bearing Appearance Defects
AOI MACHINE FOR Wheel Hub Bearing Appearance DefectsThe first visual inspection equipment designed for the third generation of hub bearings can realize the online full inspection of all visible defects of hub bearings.It adopts the multi-angle and multi-station imaging method,which solves the complex difficulties in the detection of abnormal parts,while maintaining a high detection speed.The equipment has traditional algorithms and machine learning (Al) algorithms, which can accurately detect various types of defects and minimize the misjudgment rate.As the final inspection link of the automated production line,it greatly reduces the manual participation and helps manufacturers improve the quality stability of products.
 AOI Machine for Bearing Ring Appearance Defects
AOI Machine for Bearing Ring Appearance DefectsAOI Machine for Bearing Ring Appearance Defects is a professional inspection machine for vehicle parts, grinding parts and it can detect the appearance defects including rust,scratch, black spots, notch, chamfer missing,missing material and so on.
 AOI Machine for Sealing Ring Appearance Defects
AOI Machine for Sealing Ring Appearance DefectsIt adopts multi-angle multi-station imaging mode, 360 degrees without dead Angle detection, any functional surface, details can be 100% full inspection. Using high-precision industrial cameras and unique imaging methods. There are different mechanism solutions for products of different size segments to meet the beat requirements of various products. Self-developed image software, independent intellectual property rights; At the same time, it can adapt to different manufacturers and different customization requirements, and has strong compatibility. The combination of traditional algorithm and AI algorithm is used to detect defects accurately and reduce the misjudgment rate.
 AOI Machine for Bearing Dust Shield Appearance Defects
AOI Machine for Bearing Dust Shield Appearance DefectsThe machine is especially dealing with the appearance defects inspection of bearing dust shield, covering defects inspection of rust points, bruises, scratches and short molding and so on. And it also has the function of avoiding materials mixing .
 AOI Machine for Bearing Appearance Defects
AOI Machine for Bearing Appearance DefectsAOI machine for bearing appearance defects can detect top and bottom face of bearing, missing components (balls, cages, rivets), defects in metal and polymer holders, defects on both sides of plastic holders, dust cover, sealing ring surface defects and the OD surface.
 Automatic Feeding Machine for Bearing Rollers
Automatic Feeding Machine for Bearing RollersWith the development of industrial automation, the automatic feeding machine has been widely promoted and used in the bearing industry. Through the motor transmission mechanism, the feeding machine will feed roller orderly to the automatic inspection equipment with no secondary damage to roller. The speed is more than the 10,000 pcs per hour, which greatly improves the inspection efficiency and automation level.
 Automatic Oiling Machine for Bearing Rollers
Automatic Oiling Machine for Bearing RollersThe automatic oiling machine is used to grease the workpiece with oil to prevent it from rust. It can be used in conjunction with our cleaning & drying machine and also can be used independently to meet the different user’s needs. The machine size can be customized according to different workpiece size and site space.
 Automatic Washing & Drying Machine for Bearing Rollers
Automatic Washing & Drying Machine for Bearing RollersThis machine can be connected with the roller super-finishing machine at the front end and the automatic optical inspection machine at the back end. The speed reaches to 12000pcs/h with no secondary damage. It can be used to all kinds of water and oil cleaning detergent, no water logging after cleaning. It’s easy to operate to change models with wide range of compatible size. It can help customers to accomplish product in line, save labor cost, avoid the problem of secondary damage caused by the transmitting, and improve the quality and enhance the product competitiveness.
 AOI ROBOT FOR BALL BEARING APPEARANCE DEFECTS
AOI ROBOT FOR BALL BEARING APPEARANCE DEFECTSAOI(Automatic Optical Inspection) Machine for Steel Ball Appearance Defects is mainly used to detect appearance defects of steel balls used in bearings. It can detect black spots, cracks, scratches, etc. on the outer diameter surface of workpieces. The detection speed has reached the leading level in China, with the fastest detection speed reaching 8,000 per hour.
 AOI Machine for Hard Capsule Appearance Defects
AOI Machine for Hard Capsule Appearance DefectsAutomatic Optical Inspection Machine for Hard Capsule Appearance Defects is applied to appearance defect detection, internal defect detection and color sorting of 00 # to 4 # empty capsules in capsule manufacturing plants and pharmaceutical plants. It is applicable to transparent capsules, semi-transparent capsules, color capsules, and plant capsules. Friendly industrial touch screen interface is adopted for easy operation, loosening the education requirement of the workers. Reliable imported pneumatic components are used, and the service life is three times longer than local counterpart. Besides, adopting the latest embedded no-fan industrial computer with small volume avoids computer crash caused by environmental factors. Separate image system and drive system with double layers of electrical protection protects precise components from broken. The machine enables to run 7*24 hours continuously.
 AOI High-Speed Machine for Seamless Capsule Appearance Defects
AOI High-Speed Machine for Seamless Capsule Appearance DefectsThe machine is specially used for testing the appearance defects of dripping pills. Common defects include bubbles, empty pills, solid, spots, too large, too small, mixing, black spots, roundness is not full, lack of material, tail, color mixing, etc. It can realize automatic feeding, sorting, photography and NG product sorting. In addition, Adopting industrial touch screen as operation interface is easy to operate and reduces the requirements of workers' cultural level. It can also achieve 7*24 hours of continuous production.
 AOI Machine for Flavour Capsule Appearance Defects
AOI Machine for Flavour Capsule Appearance DefectsThe equipment is applied to inspect the flavor capsules appearance defects including bubble, empty capsule, solid, rust, large size, smaller size, mixing, spots and out of roundness, missing materials, lagging, color mixing, etc. It adopts multi-angle inspection to improve inspection accuracy. Friendly industrial touch screen interface is adopted for easy operation, loosening the education requirement of workers. Besides, the machine enables to run 7*24 hours continuously.
 Flavour Capsule Cigarette Concentricity Optical Measurement Instrument
Flavour Capsule Cigarette Concentricity Optical Measurement InstrumentThe instrument is used for measuring the diameter of tobacco exploding beads with high precision, and the roundness of tobacco exploding beads is calculated according to it. The non-contact measuring method and multi-dimensional rotating measuring technology are adopted to effectively eliminate the mechanical error of the traditional contact measuring method and ensure the non-dead angle roundness measurement of tobacco exploding beads. The machine operation interface is simple, reduce the requirement of workers' education level and has the function of real-time data statistics, which is convenient for targeted analysis of product quality. It can also achieve 7*24 hours continuous production.
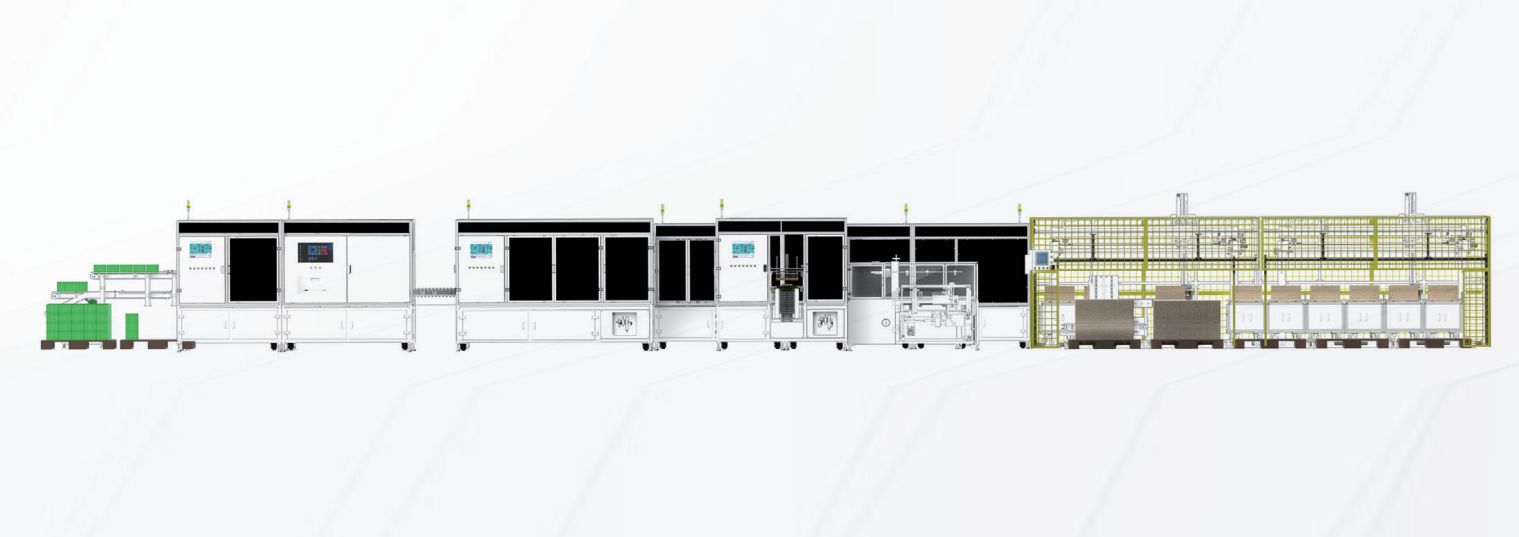
 Packaging Machine for Cylindrical Battery
Packaging Machine for Cylindrical BatterySuitable for the detection and packaging of cylindrical lithium batteries such as 18650, 21700 and 4680, the equipment is mainly used for automatic feeding of cylindrical lithium batteries, coding, electrostatic dust removal, appearance detection (positive battery, negative battery, the side shell), battery scanning, automatic packaging, CCD review, carton labeling, bar code binding, automatic packaging and other processes.
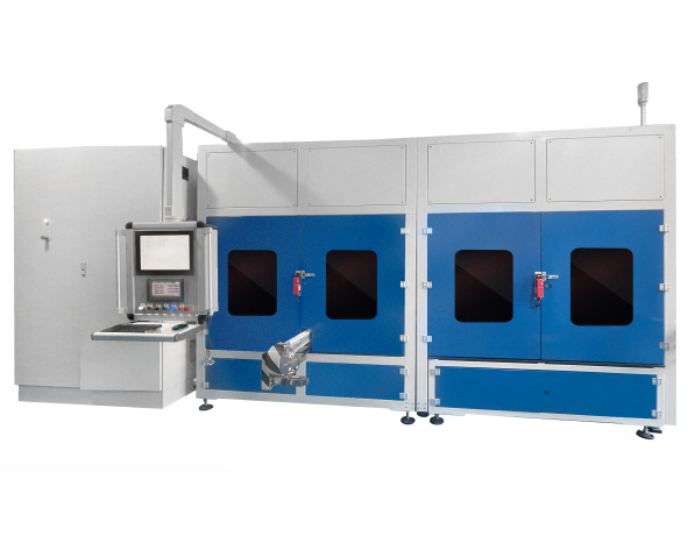
 AOI Machine for Cylindrical Lithium Battery
AOI Machine for Cylindrical Lithium BatteryThe machine is applied for inspection of 18650, 21700 4680models. With self - development software, it can realize the detection of indentation, scoring, foreign matter, pollution, corrosion and other defects on the end face and cylindrical surface of the workpieces. And added with AI deep learning technology optionally, the detection accuracy can be improved.
 4680 Packaging Machine for Cylindrical Battery
4680 Packaging Machine for Cylindrical BatterySuitable for the detection and packaging of 4680 cylindrical lithium batteries, the equipment is mainly used for automatic feeding of cylindrical lithium batteries, coding, electrostatic dust removal, appearance detection (positive battery, negative battery, the side shell), battery scanning, automatic packaging, CCD review, carton labeling, bar code binding, automatic packaging and other processes.
 AOI Machine for Square Lithium Battery Shell
AOI Machine for Square Lithium Battery ShellThis equipment base on actual production needs and previous and subsequent processes, including size inspection, data scanning and binding, and online appearance inspection. Three inspection units automatically sort non-conforming products while conducting testing, and optimize the previous process based on the size, barcode, appearance inspection, and quality data of the square battery shell. Finally, data can be reported and sent to the cloud for storage and visualization to assist customers in quality management.
 AOI Machine for Cylindrical Lithium Battery Shell
AOI Machine for Cylindrical Lithium Battery ShellThis equipment base on actual production needs and previous and subsequent processes, including size inspection, data scanning and binding, and online appearance inspection. Three inspection units automatically sort non-conforming products while conducting testing, and optimize the previous process based on the size, barcode, appearance inspection, and quality data of cylindrical lithium batteries. Finally, data can be reported and sent to the cloud for storage and visualization to assist customers in quality management.
AOI Robot for Wind Power Roller Appearance DefectsAutomatic Optical Inspection robot for Wind Power Roller is a professional equipment to detect the appearance defects of the outer circle, both ends, pits and chamfer of medium and large rollers. Using a robot to control the roller movement successfully avoids secondary damage to the large roller. With speed of 2000 pieces per hour, the robot can work for 7 * 24 hours in various environments. Advanced detection technology makes the detection function more complete, and the friendly man-machine interface makes the manual operation more convenient.
 AOI Robot for XL Wind Power Roller Appearance Defects
AOI Robot for XL Wind Power Roller Appearance DefectsAutomatic Optical Inspection robot for XL Wind Power Roller is a professional equipment to detect the appearance defects of the outer circle, both ends, pits and chamfer of medium and large rollers. Using a robot to control the roller movement successfully avoids secondary damage to the large roller. With speed of 2000 pieces per hour, the robot can work for 7 * 24 hours in various environments. Advanced detection technology makes the detection function more complete, and the friendly man-machine interface makes the manual operation more convenient.
 HIGH SPEED AOI ROBOT FOR WIND POWER ROLLER APPEARANCE DEFECTS
HIGH SPEED AOI ROBOT FOR WIND POWER ROLLER APPEARANCE DEFECTSHIGH SPEED AOI ROBOT FOR WIND POWER ROLLER APPEARANCE DEFECTS is a professional equipment for detecting the appearance defects of the outer circle, both ends, cavities, and chamfers of large and medium-sized rollers. By using a spider Robot to control the movement of the roller, secondary damage to the large roller was successfully avoided. The speed reaches 3000 pieces per hour and can work continuously for 7 * 24 hours in various environments. Advanced detection technology makes detection functions more complete, and a friendly human-machine interface makes manual operations more convenient.
 TOMATO HARVESTING ROBOT
TOMATO HARVESTING ROBOTTomato Harvesting Robot support vine /individual tomato picking. It automatically recognize tomatoes and Flexibly cut the tomato vines from various directions. Robot run automatically on green-house track and harvest tomatoes on both sides,
 Intelligent Fruit-picking Robot
Intelligent Fruit-picking RobotIn field / greenhouse / orchard and other application scenarios, a variety of sensors are used to perceive and analyze crops and the surrounding environment,realizing high-speed real-time data transmission, and seamlessly driving the manipulator, which can be widely used to meet the needs of a variety of fruits and vegetables picking.
 Unmanned Vehicle
Unmanned VehicleFully autonomous navigation of agricultural products transport vehicle with original core technology can achieve heavy handling, agricultural products transport and other functions.
 Intelligent Injection Robot for Pig
Intelligent Injection Robot for PigK2 automatic injection robot, according to the path planned by the computer, according to the shape and posture of the pig, using a variety of sensors to sense and analyze the pig and the surrounding environment, automatically identify/target the injection area, precise control of the dose, can continuously drive the robot arm to sterilize the pig and inject vaccine. After the injection, the robot automatically changes the needle and automatically recovers the used needle. The above actions are repeated in the injection process of the second and subsequent pigs, and the rapid injection of all pigs in the pig farm is finally completed. The whole injection process is digitized without manual participation, and vaccine injection information can be recorded for each pig to realize information management.
-
Solution

- About Us
- Service
- News
- Join Us
- Contact






-
Product
 Machine Vision
Bearing
AOI Machine for Roller Appearance Defects(Choyo-R41) AOI Machine for Needle Roller Appearance Defects(Choyo-R21) AOI Robot for Big Roller Appearance Defects AOI Robot for SRB Bearings Appearance Defects AOI Robot for Big Roller Appearance Defects AOI MACHINE FOR Wheel Hub Bearing Appearance Defects AOI Machine for Bearing Ring Appearance Defects AOI Machine for Sealing Ring Appearance Defects AOI Machine for Bearing Dust Shield Appearance Defects AOI Machine for Bearing Appearance Defects Automatic Feeding Machine for Bearing Rollers Automatic Oiling Machine for Bearing Rollers Automatic Washing & Drying Machine for Bearing Rollers AOI ROBOT FOR BALL BEARING APPEARANCE DEFECTS
Machine Vision
Bearing
AOI Machine for Roller Appearance Defects(Choyo-R41) AOI Machine for Needle Roller Appearance Defects(Choyo-R21) AOI Robot for Big Roller Appearance Defects AOI Robot for SRB Bearings Appearance Defects AOI Robot for Big Roller Appearance Defects AOI MACHINE FOR Wheel Hub Bearing Appearance Defects AOI Machine for Bearing Ring Appearance Defects AOI Machine for Sealing Ring Appearance Defects AOI Machine for Bearing Dust Shield Appearance Defects AOI Machine for Bearing Appearance Defects Automatic Feeding Machine for Bearing Rollers Automatic Oiling Machine for Bearing Rollers Automatic Washing & Drying Machine for Bearing Rollers AOI ROBOT FOR BALL BEARING APPEARANCE DEFECTS -
Solution
-
About Us
-
Service
-
News
- Join Us
- Contact
- 中